
BASE
| CONV | SEMI | CNC | |
|---|---|---|---|
| Structure in normalised and stabilised cast iron with large ground guides. On all the lower part of the perimeter are situated the recesses for machine levelling. |
√ | √ | √ |
| Al centro del basamento è alloggiato il cilindro idraulico per il movimento longitudinale automatico della tavola | √ | ||
| In the middle of the base, there is positioned the re-circulating ball screw with double preloaded nut for the automatic table longitudinal movement. | √ | √ | |
| CONV: Conventional — SEMI: Semi Automatic — CNC: CNC — !: On Request | |||
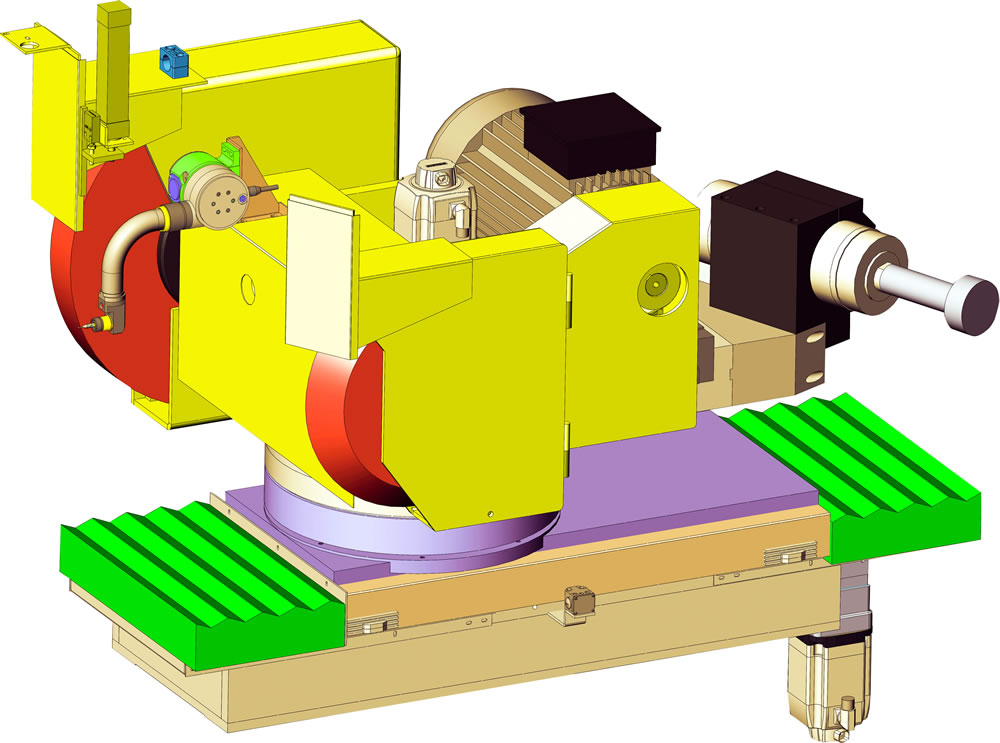
TABLE
| CONV | SEMI | CNC | |
|---|---|---|---|
| The table is manufactured in two parts, both are in normalised and stabilised cast iron. The upper part, is swivelable in the two directions suitable for grinding tapered workpieces. Lubrication is assured by a constant oil flow distributed over the complete table length. The lower part has large ground guides, accurately hand scrapped to permit a better sliding. |
√ | √ | √ |
| La posizione della tavola è visualizzata mediante l’utilizzo di una riga ottica millesimale | √ | ||
| The upper part includes a micrometrice device with centesimal dial gauge for taper control. | √ | √ | |
| The large machine with center distance of 4000 mm. has an air flow system between the two tables to facilitate precise table swivel movement. | √ | √ | |
| CONV: Conventional — SEMI: Semi Automatic — CNC: CNC — !: On Request | |||
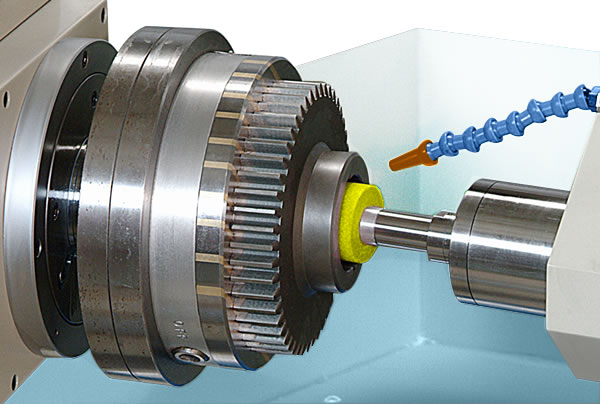
EXTERNAL DIAMOND DRESSER
| CONV | SEMI | CNC | |
|---|---|---|---|
| The external diamond dressing device is very strong and is positioned on the tailstock. | √ | √ | √ |
| With this device it is possible to dress the grinding wheel; in linear and radius on the edges with the interpolation between ‘X’ and ‘Z’. | √ | ||
| Hydraulic overtable support | √ ! | √ ! | |
| Diamond roll assembled on electrospindle for dressing CBN or PCD grinding wheels. | √ ! | √ ! | |
| CONV: Conventional — SEMI: Semi Automatic — CNC: CNC — !: On Request | |||
INTERNAL DIAMOND DRESSER
| CONV | SEMI | CNC | |
|---|---|---|---|
| Positioned on the table | √ | √ | √ |
| Hydraulic overturnable support | √ ! | √ ! | |
| CONV: Conventional — SEMI: Semi Automatic — CNC: CNC — !: On Request | |||
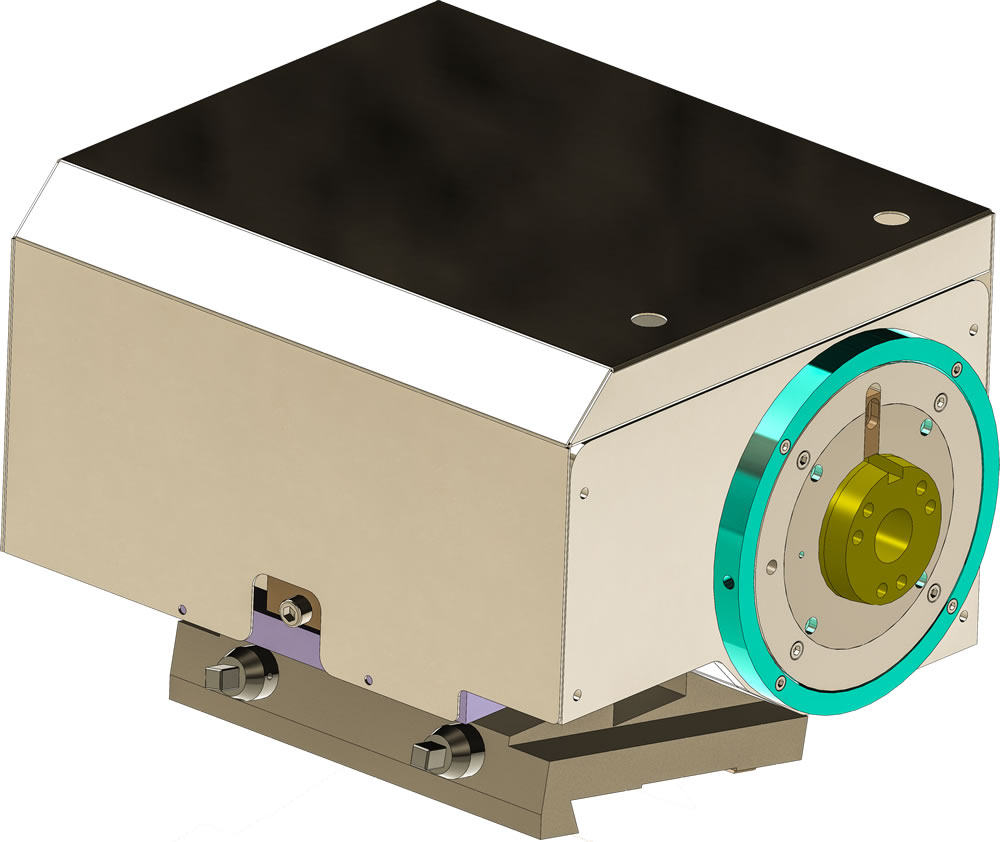
EQUIPMENT AND ELECTRICAL PLANT
| CONV | SEMI | CNC | |
|---|---|---|---|
| The electrical (IP 55) cabinet is separate from the machine. The cabinet houses all the electrical / electronic components CNC control, axis motor controllers etc. | √ | √ | √ |
| The internal temperature of the cabinet is controlled by an air-conditioning unit. | √ | ||
| CONV: Conventional — SEMI: Semi Automatic — CNC: CNC — !: On Request | |||
HYDRAULIC PLANT
| CONV | SEMI | CNC | |
|---|---|---|---|
| The hydraulic power pack, is separate from the machine | √ | √ | √ |
| Azionamento cilindro idraulico per lo spostamento tavola e testa porta mola | √ | ||
| The hydraulic power pack activates the hydraulic cylinder of the tailstock. | √ ! | √ ! | √ |
| Scambiatore di calore olio-aria – azionamento termostatico | √ | ||
| Equipped with oil-air heat exchanger | √ ! | √ | |
| CONV: Conventional — SEMI: Semi Automatic — CNC: CNC — !: On Request | |||
LUBRICATION PLANT
| CONV | SEMI | CNC | |
|---|---|---|---|
| The lubrication power pack, is separate from the machine and supplies continuous oil to the wheelhead and table guides. The recovered and filtered table oil is resent to the power pack. | √ | √ | √ |
| The re-circulating ball screw nuts for the working feeds, are grease lubricated. | √ | √ | |
| CONV: Conventional — SEMI: Semi Automatic — CNC: CNC — !: On Request | |||
PNEUMATIC PLANT
| CONV | SEMI | CNC | |
|---|---|---|---|
| This distributes the ‘air cushion’ to the workhead, tailstock, table and wheelhead top-slide during the manual movements. | √ | √ | √ |
| CONV: Conventional — SEMI: Semi Automatic — CNC: CNC — !: On Request | |||
COOLANT PLANT
| CONV | SEMI | CNC | |
|---|---|---|---|
| L’apertura e la chiusura del flusso del refrigerante avvengono in automatico ogni volta che la mola si allontana idraulicamente dal pezzo. | √ | ||
| The coolant flow is automatic; each time the grinding wheel approaches the workpiece it starts and, each time the grinding wheel retracts from the workpiece it stops. | √ | √ | |
| Large capacity tank for the coolant water, complete with electric equipment, | √ | √ | √ |
| Coolant Plant – coolant paper roll cleaner. | √ ! | √ ! | |
| Coolant Plant – coolant magnet cleaner | √ ! | √ ! | |
| Coolant Plant – coolant magnet cleaner and coolant paper roll cleaner. | √ ! | √ ! | √ |
| CONV: Conventional — SEMI: Semi Automatic — CNC: CNC — !: On Request | |||
PROTECTIONS
| CONV | SEMI | CNC | |
|---|---|---|---|
| For the protection of the operator all movable parts are covered with suitable guards. Precisely: protection casing for belts, protection casing for grinding wheel and bellows for guides. The front protections are sheet sliding doors with poly-carbonate shields. A movable shield in sheet, controlled by a pneumatic cylinder, protects the operator, when the grinding wheel is in rotation and the front sliding doors are open. A safety device, does not permit the automatic cycle to start if the front sliding doors are open. |
√ | √ | √ |
| Two fix steel sheets are positioned on the sides of the bed. | √ | √ | |
| The machine my be supplied with complete closure. | √ ! | √ ! | √ ! |
| CONV: Conventional — SEMI: Semi Automatic — CNC: CNC — !: On Request | |||
STANDARD EQUIPMENT
| CONV | SEMI | CNC | |
|---|---|---|---|
| Coolant equipment complete with coolant magnet cleaner and coolant paper roll cleaner, electric equipment and coolant tank | √ | √ | √ |
| Straight wheel dressing unit (diamond optional) mounted on tailstock | √ | √ | |
| Grinding wheel | √* | √* | √* |
| Grinding wheel flange | √ | √ | √ |
| Wheel balancing arbor | √ | √ | |
| Wheel extractor | √* | √* | √* |
| Puleggia supplementare per motore mola | √ | √ | √ |
| 2 hard metal tipped centres | √ | √ | |
| Set of levelling screws and plates | √* | √* | √* |
| 2 cloth bellows for table guides protection | √ | √ | √ |
| Sliding doors | √ | √ | |
| Set of service spanners | √* | √* | √* |
| Set of hexagonal spanners | √ | √ | √ |
| Oil for wheel spindle lubrication | √ | √ | |
| Oil for guide lubricating | √* | √* | √* |
| Instruction manual | √ | √ | √ |
| CONV: Conventional — SEMI: Semi Automatic — CNC: CNC — !: On Request | |||
STANDARD EQUIPMENT
| CONV | SEMI | CNC | |
|---|---|---|---|
| CNC SIEMENS SINUMERIK 840D SL PCU 50.5 | √ | √ | √ |
| Incremental linear encoder (0,0001 mm) for micropositioning of wheelhead | √ | √ | |
| Wheelhead and table automatic electronic feeds controlled by brushless motors | √* | √* | √* |
| Re-circulating ball screw with preloaded nut for wheelhead and table movement | √ | √ | √ |
| Table manual swivelling system for taper grinding with dial gauge | √ | √ | |
| Anti-friction material on wheelhead guides | √* | √* | √* |
| Electric installation, in cooled cabinet | √ | √ | √ |
| Hydraulic unit for tailstock control | √ | √ | |
| Pneumatic unit | √* | √* | √* |
| Centralised lubrication | √ | √ | √ |
| CONV: Conventional — SEMI: Semi Automatic — CNC: CNC — !: On Request | |||
PROTECTIONS
| CONV | SEMI | CNC | |
|---|---|---|---|
| For the protection of the operator all movable parts are covered with suitable guards. Precisely: protection casing for belts, protection casing for grinding wheel and bellows for guides. The front protections are sheet sliding doors with poly-carbonate shields. A movable shield in sheet, controlled by a pneumatic cylinder, protects the operator, when the grinding wheel is in rotation and the front sliding doors are open. A safety device, does not permit the automatic cycle to start if the front sliding doors are open. |
√ | √ | √ |
| Two fix steel sheets are positioned on the sides of the bed. | √ | √ | |
| The machine my be supplied with complete closure. | √ ! | √ ! | √ ! |
| CONV: Conventional — SEMI: Semi Automatic — CNC: CNC — !: On Request | |||




{kind=link}
{kind=link}
{kind=link}
{kind=link}